
模具维修/制造
模具的应用非常广泛,绝大部分零部件都需要模具成型。模具使用寿命取决于其抗磨损、抗机械损伤能力,一旦磨损过度或机械损伤,形状损坏部位难以修复,只能购买或定制新的模具。模具制造工艺复杂,生产周期长,加工成本高。因此,对失效模具进行修复再利用,无疑有着显著的经济效益。修复模具的方法很多,如电火花、氩弧焊修复、激光堆焊、电刷镀等。激光熔覆技术用于模具修复更是具有独特优势,粉末材料灵活可调、满足不同服役性能需求,可以制备不同种类的耐磨、耐高温、耐冲刷涂层,甚至是梯度涂层,涂层材料可以是钴基、镍基以及陶瓷复合材料等。与传统电弧补焊技术相比,激光熔覆的热输入小、对基体热影响小、修复区的残余应力也更小;并且精度高,可实现高档模具微小缺损的精密修复。
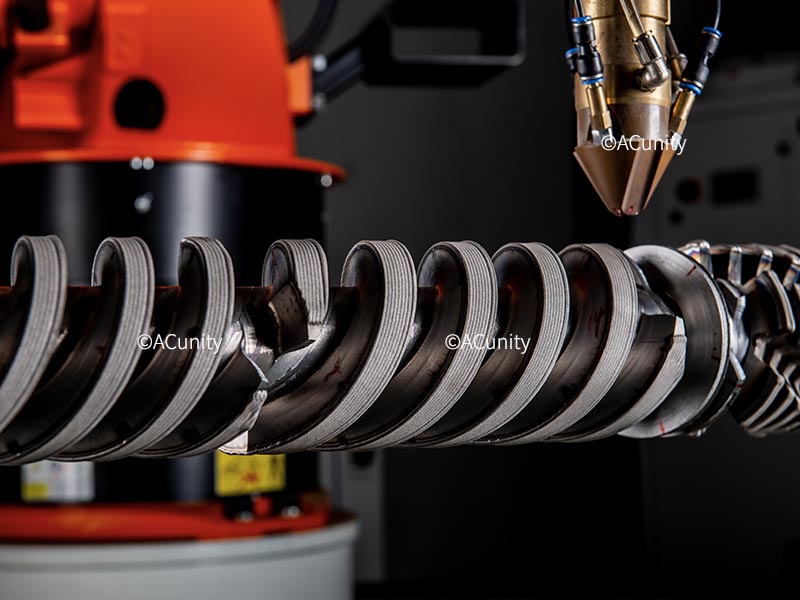
激光熔覆技术针对挤出机螺杆强化修复,核心优势与价值如下:
直击行业痛点:挤出机螺杆作为物料熔融、输送核心部件,长期处于高温、高压、摩擦与腐蚀工况,易出现磨损、划伤、腐蚀等问题,进而导致生产效率下降、原料浪费、成品精度不足,且更换新品成本高昂、耽误工期。
修复优势显著:无需整体更换螺杆,可精准定位受损部位进行修复,结合牢固、精准高效,避免因更换新品造成的成本浪费与工期延误。
强化升级赋能:可定制熔覆耐磨耐腐蚀涂层,使螺杆表面硬度提升至HRC55-65,使用寿命延长3-5倍,从根本上提升螺杆耐用性。
降本增效共赢:修复成本仅为新品的1/3-1/2,大幅降低企业运维成本,保障生产线连续稳定运行,助力企业实现降本增效与绿色运维目标。

