Oil drilling
▏Needs of the industry
Due to the harsh working conditions of downhole oil operations, many downhole tools are subjected to long-term loads and used under corrosive and abrasive working conditions, resulting in premature failure and damage, and thus shortening their life, for example, prominent rotor journals, wheels, sleeves, shaft tiles, oil drill collars, Etc. However, these parts are often costly, involving many components, complex shapes, and significant differences in working conditions. Therefore, stopping production for maintenance and updating details increases material costs and affects oilfield production, and brings losses in many aspects. Therefore, most oil drilling companies will choose laser cladding technology to prepare and repair the hard coating of large parts in the wear area without preheating. The subsequent processing volume is small, shortening the repair cycle, improving the surface hardness, corrosion resistance, and wear resistance of the workpiece, and significantly improving the service life of the parts.
▏Laser Solutions
• EHLA
EHLA shows excellent performance on rapidly preparing wear-resistant coatings for axisymmetric parts such as impellers, journals of oversized rotors, sleeve shafts, and wheel discs; it has unique advantages in conducting surface melting thin-walled and small-sized parts due to low heat input and small deformation.
• Inner Laser Cladding
It is used to prepare wear-resistant hard coatings, scour-resistant or corrosion-resistant coatings on the inner wall surface of bearing bushings, oil drill collars and other parts, the rapid repair of local defects on the inner surface, and the laser cladding repair of narrow and restricted locations.
• Conventional laser cladding repair
For the remanufacture of damaged parts or the manufacture of functional coatings on the surface of new features. For example, laser cladding repair of screw wear bands, gates, and wear sleeves.
▏Laser Application Cases
• Inner cladding for oil drill collars
In oil, gas, and geological exploration drilling projects, the drill collar is a commonly used drilling tool for drilling wells. The quality and service life of drill collars are crucial to the economic efficiency of the oil industry. Therefore, it is essential to ensure impact resistance, toughness, wear resistance, and corrosion resistance during drill collars. Since the coating layer made by the traditional spraying method is mechanically bonded to the substrate, it often flakes off when used in high-impact environments. The ultra-long deep-hole internal laser melting equipment developed by Aachen United Technology, which can adapt to the maximum depth of 3000mm and the minimum inner diameter of 50mm, is equipped with various functions such as internal hole melting, repair, additive, and quenching, which makes the laser processing and repair of deep-hole parts possible and successfully challenges the maximum depth of inner hole laser repair. The matching high powder feeding precision melting nozzle and endoscopic image monitoring system can complete the precise repair of damaged areas inside deep holes, realize long time and stable melting processing inside small diameter and deep hole drill collars, and prepare repair coatings with a continuous flat surface and no defects after machining. At present, this technology has been successfully applied to oil drill collar repair and remanufacturing products, which significantly reduces the product scrap rate and saves much cost for customers and becomes a major technical highlight in this field.
• Conventional laser cladding for oil gates
The preparation of surface coatings with both high wear resistance and corrosion resistance has always been a significant technical challenge in laser cladding. Through precise control of powder distribution ratio and energy coordination control of the melting process, Aachen Union Technology has been able to uniformly precipitate diffusely distributed reinforcing phases inside the coating tissue, improve the wear resistance of the coating and reduce the stress level at the same time, and obtain a high-quality layer (coating thickness 0.3mm) without cracks and porosity defects and resistant to strong acid corrosion, which has been successfully applied to the gate of flat gate valve. After 72h test, it is proved that the coating life is more than doubled, no cracking and rusting, and the average Vickers hardness of the coating is higher than 800HV0.2.
• Conventional laser cladding for screw
Screw in the barrel rotation, the friction between the material and the two, so that the working surface of the screw and the barrel gradually wear; screw diameter steadily reduced, the diameter of the inner hole of the barrel steadily increased. In this way, the diameter gap between the screw and the barrel gradually increases with the gradual wear of the two, resulting in a decrease in production capacity. Laser cladding technology can effectively solve this type of wear problem by remanufacturing and repairing the worn surface of the screw, effectively extending the service life of the screw and reducing usage and maintenance costs.

Screw laser cladding

Oil drill collar outer wall of the laser cladding
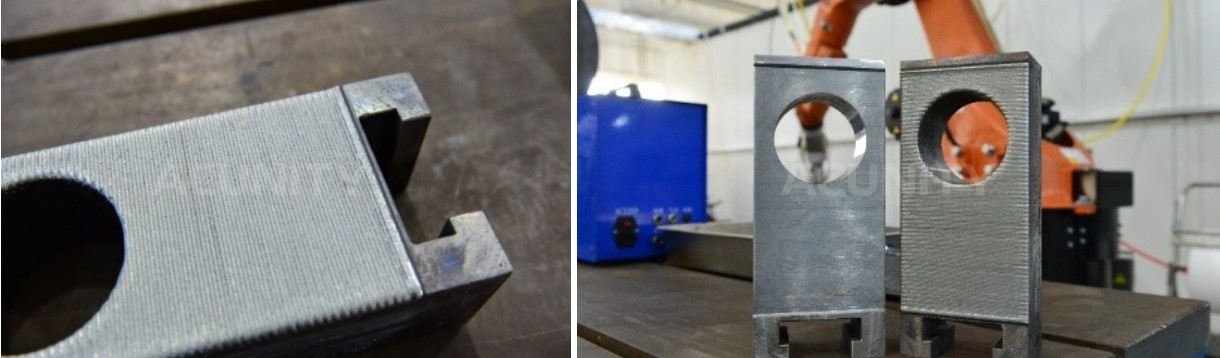
The shutter of the laser melt rehabilitation complex

Drill collars inner wall of the laser cladding
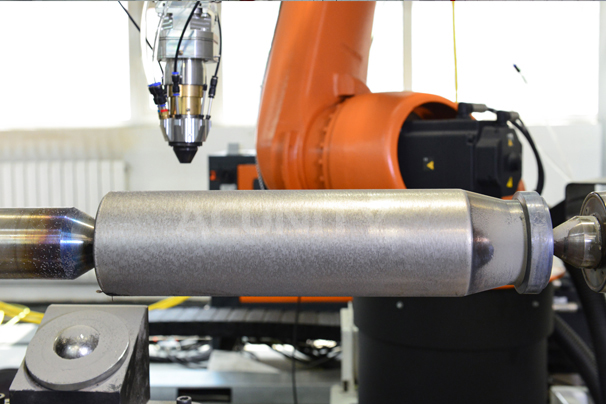
Petroleum plunger laser cladding