ACUNITY Lab
▏Precision control of powder flow
Powder delivery is one of the most critical factors in laser cladding, repair, and additive manufacturing. The powder flow's stability, the powder focus convergence characteristics, and the powder concentration distribution significantly impact the processing quality and efficiency.
ACUNITY has conducted systematic scientific research on the power flow characteristics of different types of nozzles based on the powder flow coaxial monitoring system and simulation, which is used to continuously improve the nozzle structure and optimize the powder feeding process so that the laser beam and the powder flow can intersect in the ideal state in space and maintain long-term stability, and improve the power utilization and coating efficiency.
As a spin-off company of Fraunhofer ILT, ACUNITY has the first powder monitoring equipment in the Asia Pacific region and has applied it to the actual production process for the first time. It is used to monitor the working condition and damage detection of the powder-feeding nozzles in the laser cladding process to ensure that the nozzles as core components are always in the best situation for processing services and to accurately judge their service life. Furthermore, the high precision measurement method ensures that ACUNITY can change the position of the nozzle in different scenarios: for example, the effect of the adjustment of the powder feeding gas and protective gas on the powder focus and the effect of the powder particle size on the powder focus. Furthermore, through layer scanning to obtain the concentration distribution of different sections of the powder flow, the operator can be accurately informed of the exact location of the powder flow focus, assess the nozzle work performance, as well as to detect the nozzle in the continuous operation process of the wear and tear situation.

The annular nozzle powder flow to a different cross-sectional concentration distribution characteristics

6 beam nozzle powder flow to a different cross-sectional concentration distribution characteristics
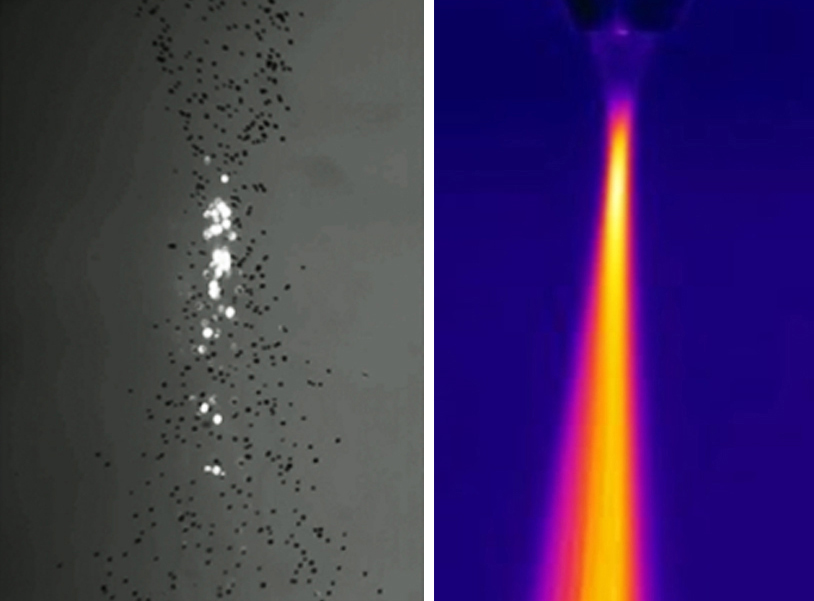
- Melt coating process powder flow state with temperature

- Melt coating process powder flow state with temperature
▏High performance laser cladding nozzles
The process of laser melting and deposition of metallic materials is influenced by many factors, such as processing material, laser power, melting rate, protective gas, and powder feeding characteristics. The stability of the powder feed and the powder flow convergence characteristics are keys to determining the deposition layer quality and processing efficiency. Especially in the large-scale mass production process, the melting nozzle is a very important consumable. To experience a long time powder flushing, melt pool reflected light radiation, often for the runner damage, high-temperature sticky powder, Etc. Directly affect the quality of the coating.
Fraunhofer ILT, ACUNITY, and HD have developed and patented a new ultra-high-speed laser cladding nozzle based on Fraunhofer ILT's original traditional coaxial nozzle. The powder tip module is a monolithic design, consisting of an inner cone and an outer cone. The module can be pre-assembled with corresponding shape and position tolerances for replacement without manual adjustment. The gap size and wear resistance of the powder tip can be adjusted according to the production requirements. The changeover time of the powder tip replacement can be controlled to be completed in 1-2 minutes, and the process is highly reproducible.
In response to the current demand for high deposition rates and high powder delivery accuracy for laser cladding, ACUNITY and HD present a robust solution with six streams of highly efficient 3D powder delivery nozzles that can withstand extremely high power (<20kw). Six powder gas streams are coaxially guided to the laser beam to produce a focused powder gas beam, a complex internal flow path design allows water cooling through to the tip of the nozzle, and a long working distance (20mm) to entirely reduce the chance of laser beam reflection or damage caused by flying particles bouncing off the nozzle during the melting process. The modular design of the nozzle allows the use of different sizes of wear-resistant precision tubes for additional powder size requirements and large powder feed flows. Wear parts (e.g., inlays) can be replaced at any time by the customer. The six-beam high-efficiency 3D powder feeding nozzle will play a decisive role in future ultra-efficient powder feeding 3D printing processes.

Coaxial narrow gap between the nozzle

EHLA nozzle

Traditional coaxial nozzle

Six beam-stream nozzle
▏High-quality coating design
For customers in different industrial fields, ACUNITY systematically researches the unique physical processes such as high temperature melting of powder and high-speed cooling of melt pool during ultra-high-speed laser melting, scientifically selects powder materials, and prepares different types of high-quality functional coatings with significant advantages such as high density, defect-free, high bonding strength, and low dilution rate. Coating materials include iron-based, nickel-based, titanium-based, copper-based, cobalt-based, tin-based, metal-based composites, and other types.
• Extreme-high speed laser cladding coating characteristics
Unlike conventional laser cladding methods, which are processed at a lower rate, EHLA is performed at a high speed of 20-200 m/min, where the powder is melted chiefly in space by the laser, resulting in a shallower and smaller melt pool on the substrate material with a fast cooling rate. With the melting rate increase, the lapping rate between the melting channels gradually increases, which can establish a "domino" like multi-layer lap structure, giving the coating a more uniform microstructure, less residual stress, and lower thermal impact on the substrate. In addition, the unique melting and solidification characteristics of ultra-high-speed laser cladding can even prepare some complex coating materials to achieve by conventional laser cladding, such as intermetallic compounds, amorphous, metallic glass, and high ratio metal composites, Etc.
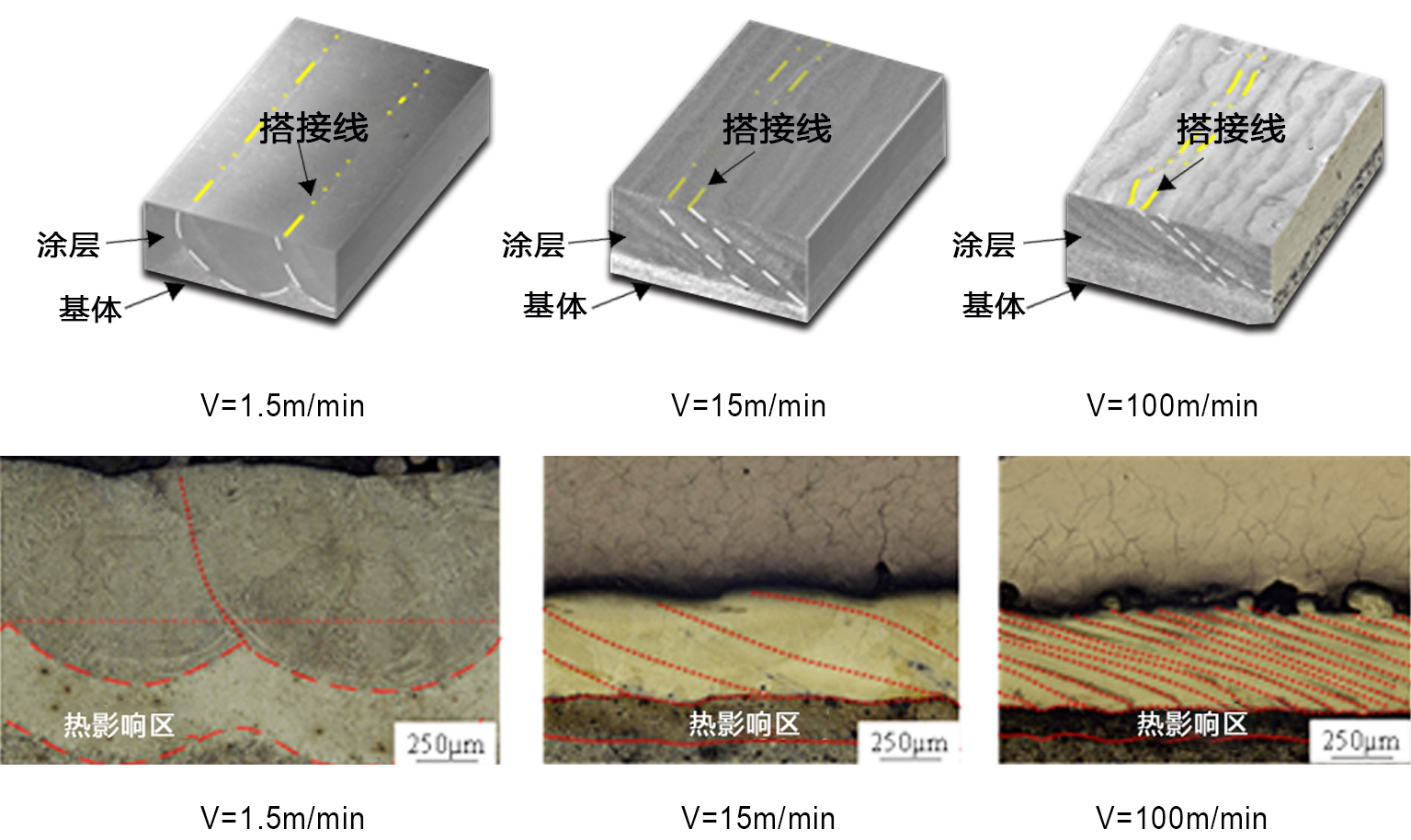
Different cladding rate of the coating characteristics
• Corrosion resistant coating
The coating materials are usually a nickel-based powder or stainless steel with a higher Cr composite for good corrosion resistance. Under the conditions of EHLA processing, formed a dendrite structure with a size of only 700 nm in the developed coating. The dendrites are more refined as the melting rate increases, and the structure are more uniformly distributed. Corrosion tests show that the faster the melting rate, the better the corrosion resistance of the coating. Because many dislocations and stacking layer dislocations were found in the coatings prepared at higher laser melting rates, which are very favorable for the nucleation of passivation films and the formation of dense passivation films on the coating surface to improve the corrosion resistance, it was found that the pitting of the coating occurs mainly at the junction between the dendrites and the dendrites, where the Cr content is reduced. The high melting rate makes the dendrites of the layer more refined and the composition more evenly distributed, which helps to improve the corrosion resistance of the coating.

Stainless steel corrosion-resistant coating of the tissue macro-and micro structure

Stainless steel corrosion-resistant coating of corrosion process
• Hard wear resistant coating
Wear-resistant coatings can be prepared using the following types of powders - Cemented carbide powders - Composite powders filled with reinforcing phases, such as nickel-based WC powders - Metal powders with the in-situ generation of reinforcing steps, such as iron-based and titanium-based powders with the in-situ generation of VC and TiC reinforcing phases, Etc. Hard wear-resistant coatings have a great tendency to crack, so crack control is a critical point in preparing hard wear-resistant coatings. In addition, some industrial applications require higher uniformity of hardness on the coating surface, so more attention is paid to the uniform distribution of challenging reinforcing phases on the coating surface. In the preparation of wear-resistant coatings for metal composites, the ultra-high-speed laser melting process with a small melt pool and superimposed structure of the layer makes it easier to achieve uniformity control of the reinforcing phase and microstructure of the coating species and the fast cooling rate of the melt pool and short residence time at a high temperature significantly reduce the reaction time between the reinforcing particles and the alloy metal, which can reduce the cracking tendency.

Ultra high-speed laser welding copy backup of WC reinforced Nickel-based wear-resistant coating
For in situ enhanced hard coatings, the high cooling rate of the melt pool in the ultra-high-speed laser cladding process is very conducive to the total precipitation of the enhanced phase and to obtain a uniform and dense structure. The coating hardness and hardness uniformity are significantly higher than conventional laser clad coatings under the effect of fine crystal strengthening and second phase strengthening. It is also possible to obtain the different structures of the enhanced phase morphology by controlling the cooling rate.

Ultra high-speed laser welding copy backup of the VC in-situ reinforced iron-based wear-resistant coating